2019年10月16日下午15:21,一则消息在南南铝加工中高管企业微信群里炸开了锅:
“同志们:喜闻无损探伤判定合格,标志着热轧制造中心以4.1米轧机一次试制成功超越设备极限的4.04米超宽幅中厚板!为公司抢占有巨大市场前景的世界最新一代LCD产品市场打下坚实的基础。这是公司续航空极厚板成功量产后又一重大突破!创造奇迹的背后,是曾经亲自向习近平总书记汇报工作、目前已经成长为公司分管装备的总经理助理余凤智带领商务、技术、装备、生产制造团队,为抢占市场,以敢于担当、不怕试错、精研技术、精密组织的工作作风努力奋斗的结果,为公司扩大高端前沿领域的市场份额创造了巨大的机会。号召公司全体员工,向他们学习致敬!”
在收到无损探伤鉴定合格的结果后,韦强董事长抑制不住内心的激动,第一时间向中高管企业微信群发布了消息,分享了这个喜讯。殊不知,成功的背后,有多少曲折的故事,要突破多少困难,应对多少挑战。这不是一个人的成功,这是一个团队的成功,是生产、设备、销售及技术等多部门无缝协同的成功,这个成功靠的是什么?靠的是员工使命担当、攻坚克难、团结创新、严谨开拓的精神意志。
关键词一:使命担当
牢记习总书记嘱托
“4米宽的中厚板成品做不了!要生产4米的成品,热轧板胚至少要4.1米,而粗轧的辊道只有4.1米,真的是极限了!”
“余总,我们的拉伸机、锯床的设计的最大宽度都是3.8米,要生产4米的成品,也已经超出拉伸机和锯床的设计极限。”
“而且板子的吊运也是一个问题,板子太大、太重,卸板装置的吸盘估计吸不起来。”
2019年8月20日,在总经理助理余凤智组织召开的超大规格铝合金中厚板试制第一次专项会议上,与来自热轧制造中心的团队骨干们展开了激烈的讨论。
作为一个跟公司这台热轧机打了将近十年交道的老员工来说,余凤智不是不知道设备的设计参数,他只是在思考,我们人机磨合的极限在哪里?
“4.04米,我觉得我们可以论证一下!”经过认真思考,余凤智打破了僵局,“现在的主要困难有两个,一个是工艺设计,另一个是现场操作。材料经过的所有工序,都超出了设备设计极限,怎么去突破,要想办法,用精确的数据论证一下。另外,我们的主操,怎么精确地操作设备,确保板材质量,也需要论证。我这里再让销售去跟客户谈一下,是否可以以3.95米的成品交货。”
在得到客户的认可后,3.95米的成品成为所有人员的一致目标。在接下来的将近两个月里,热轧制造中心的负责人闫焱与工艺负责人陈秋林、设备负责人农峰就生产过程中的压下量、道次表、立辊参数、拉伸和锯切精度等重要工艺流程和参数,以及设备操作细节,开展反复推敲和论证-最后得到的讨论结果是:3.95米是设备极限,所有的操作必须零失误!
所有操作零失误!几乎是挑战极限,做还是不做?成功了,我们将面临巨大的市场机会,失败了,不但生产不出产品,还有可能导致价值十个亿的设备损伤!
余凤智向韦强董事长汇报了讨论结果,韦董强调:严谨论证、精密组织、不怕试错。短短十二个字,像一支强心剂,让余凤智充满了信心。这个在2017年曾经向习近平总书记汇报过生产情况的硬汉子,想起总书记“三个排头兵”的重要嘱托,我们现在要做的,不就是争当排头兵吗?此时此刻,余凤智及其团队没有丝毫犹豫,就一个字,干!
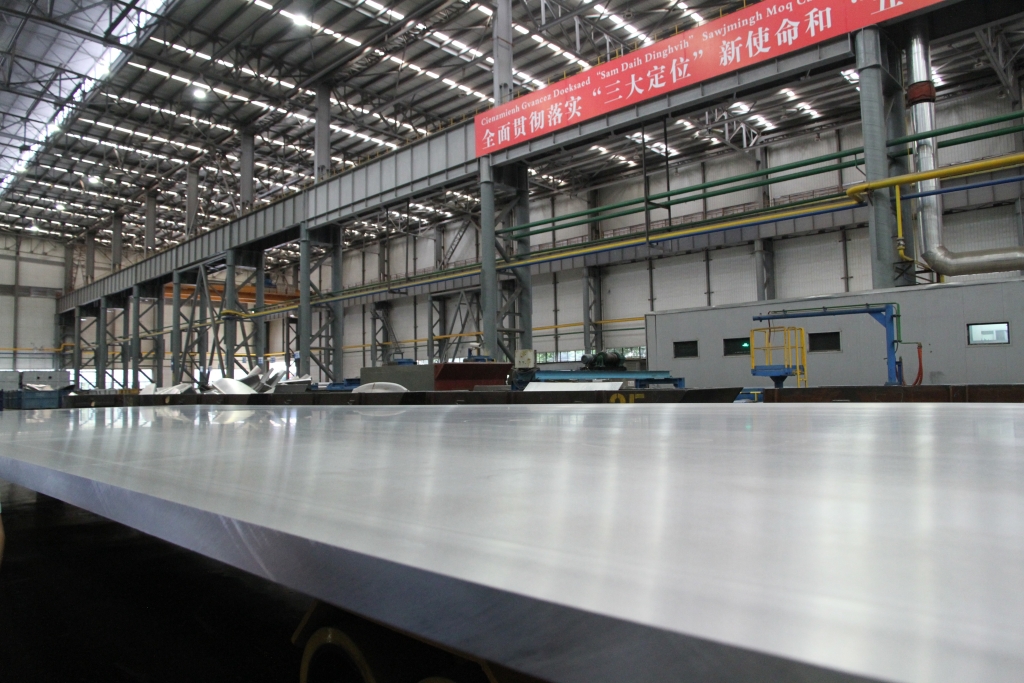
3950mm超大规格铝合金中厚板成品
关键词二:攻坚克难
突破工艺新高度
在南南铝加工的热轧制造中心中,粗轧机上一排排辊道正在自动工作,一边二层的操作间中,粗轧工长韦勇敏正专注的注视着操作台上每一个更新的数据与变换的影像。在超大规格铝合金中厚板的突破生产进程中,粗轧正是至关重要的第一道工序,因为宽度为4000mm的铝锭要通过轧机,一旦有轻微跑偏,极有可能造成设备重大损坏。
万事开头难,尽管经过精密的计算与多次计划,仍有重重压力压在韦勇敏工长的心上,因为他清楚地知道精确控制在线轧制宽度非常关键,一旦超过轧辊边缘,必须立即终止轧制。确保宽厚的铸锭在极限宽度轧制过程中不发生过度宽展的情况无疑是非常困难的,粗轧生产线技术人员经过多次讨论,决定采用小宽度控制轧制技术,将材料的轧制宽展控制在40mm之内。
在超大规格铝合金中厚板的轧制过程中,基于生产超宽幅中厚板的超高控制要求,韦勇敏与主操陆首林密切配合,韦勇敏精确判断,陆首林迅速反应调整,他们通过轧制画面中每一丝细微的光线变化判断出产品的实时温度和局部平整度的情况,在每个道次轧制生产的短短几十秒内迅速根据材料的情况对压下量、弯辊、倾斜、速度、辊缝、乳液量、雪橇值等多个参数进行调整,保证产品完美达到生产要求。这不仅对工艺要求极高,更是对工长和主操的素质考验,作为敢于攻坚克难的“生产尖兵”,一定保证完成任务的坚定信念萦绕在他们心头!
铸锭在轧机上来回17道工序,韦勇敏一刻不离,紧张地关注着铸锭每一次来回,直到铸锭最后一轮顺利通过,粗轧机吐出热乎乎的铸锭,光洁的银光闪耀在韦勇敏的眼中,他才深深地松了一口气。

粗轧生产现场
关键词三:团结创新
创新工艺新方法
“我们的设备极限在3800mm,接到这一次的超极限生产任务时,我们确实有许多顾虑。”精锯工长黄新荣坦诚地说道。
此次生产中,精锯是第二道工序,“精确”是他们在生产过程中的关键和风险所在。板材从粗轧生产线转到精锯后,精锯班组便遇到了第一个难题。由于精锯设备极限在3800mm,超宽幅中厚板明显已经超出了设备极限,标配吊具无法将板材正常吊起上下料,强行操作容易造成板材超刮伤。副经理曹远辉当机立断,提出摒弃标配吊具,根据实际板材转用非常规吊具,顺利解决这一问题。
更艰难的任务跟在后头,由于设备极限的限制,无法采用精锯生产线常用的自动锯切,只能转而采用手动控制的半自动锯切。但角度锯切需要十分精准的操作,多一分、少一毫都将造成斜边延长线超出控制范围,将造成后面工序上的生产偏差,导致项目失败。时间紧,任务重,但精锯班组势在必得!
正是深夜,超宽幅铝合金中厚板的锯切图纸送达热轧车间,精锯班组立刻召开会议,一头扎进图纸中研磨锯切方案。第二天下午四点,锯切即将开始,已是交接班时间点,除当班主操外的两位主操理应下班休息了,但大家都心挂这一重大项目的锯切任务,迟迟不愿离去,他们关注着图纸,讨论着每一个细节,总经理助理余凤智也加紧赶到现场坐镇。是时已完成了前后锯切与四角锯切,但斜角锯切的难度十分大,锯切范围已超出了机械极限,如果在斜角锯切上发生一丝一毫的角度偏差,极有可能导致项目失败!
巨大的压力堆积在生产现场每一位工匠的心头,但大家毫不气馁,坚定信心,对攻克这一难题召开了快速而谨密的现场会议。会议终了,余凤智拍板决定采用一个前所未有的创造性锯切方案——以料就刀!
这一操作对于主操吴德壹来说是一项极大的挑战,半自动锯切更是需要极高的精准度。千百次锯切的丰富经验凝聚在心头,吴德壹的全部注意力集中在刀锯上,他的手心已被紧张的汗水浸湿,操作着设备,吴德壹精确下刀!
“成功了!”生产现场爆出精锯班喜悦的欢呼!
 精锯设备工作中
精锯设备工作中
关键词四:严谨开拓
突破设备设计极限
拉伸生产线、无损检测生产线同样面临着设备极限的挑战。
在拉伸生产线,最突出的问题便是超宽幅铝合金中厚板如何进入设备与中厚板进入宽度的确定。如此宽幅的铝合金中厚板进入最大宽度4000mm的拉伸机后,中厚板两侧与对中壁的距离余量已经不多,再考虑到拉伸机工作中必然会使板材有细微移动,若做不到精准上料、有效控制边距,有可能与设备产生摩擦,造成设备极大损伤。出于对这些情况的考虑,拉伸工长陆明与工艺工程师多次讨论确定数据方案,为确保中厚板顺利进入头尾架,他们提出了在板材头尾切出T型口的创新方案,使得超宽幅中厚板的拉伸工序顺利完成。
对于无损检测生产线来说,调运是一个令人头疼的问题。超宽幅铝合金中厚板重量相当可观,宽度也超乎寻常,仅是板材的重量就超过了好几组吸盘的承重范围,同时对升降检测平台的承重能力也是一个挑战。更令人头疼的时,由于中厚板表面不平度交叉,对无损检测的要求就相应提高了,超声波检测系统对于不平度极高的地方无法收集底波,很可能导致该区域漏检。无损主检黄大胜经过多次预演,准确预判出问题所在,他立刻提出替换常规吊具,以丰富经验指导板材上料,并积极与工程师沟通可能产生的漏检问题,最终确定,以不平度最差的角度为准进行检测,有效保证了无损检测为超宽幅铝合金中厚板的试制画上圆满句号。
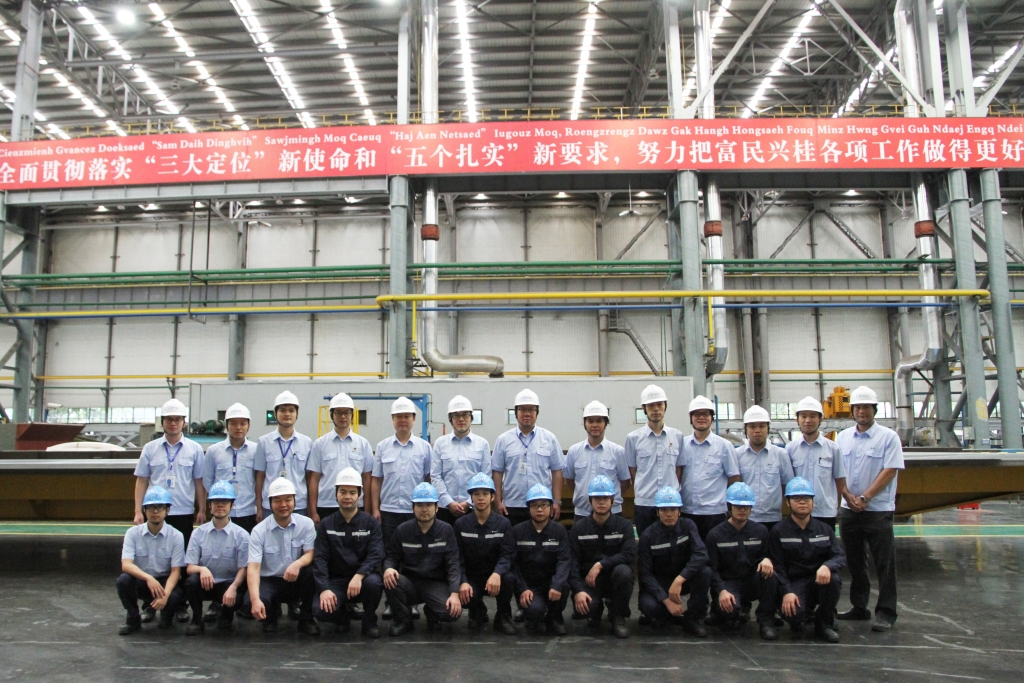
公司领导与超宽幅板生产试制团队合影
正是这样的一群人,他们时刻以“团结、创新、严谨、开拓”为宗旨,助推着南南铝加工开足马力,全速前进!3950mm超宽幅铝合金中厚板的试制成功不仅是高精铝加工领域的全新突破,更是南南铝加工向铝加工行业递交的一张全新名片,生产中体现的敢于担当、时不我待、攻坚克难的严谨工作作风,以及锐意进取、大胆创新精神,将继续在南南铝加工中久久传承。